
Blow Moulding of thermoplastics has its origins in glass blowing technology. It accounts for over 5% of plastics consumption in producing a variety of hollow mouldings, bottles, large containers and also toys.
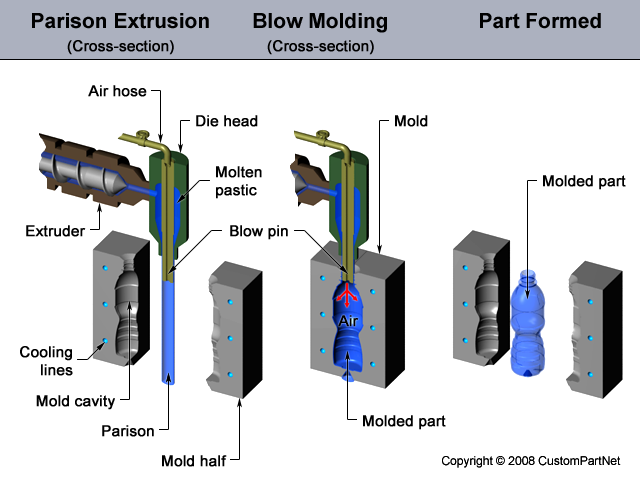
The basic principle of blow moulding is the inflation of a hot viscoelastic thermoplastic in a simple form (parison) to take up the internal shape of a two-part hollow mould.
The metal mould serves to cool the formed thermoplastic to allow the mould to be opened and the hollow moulding ejected.
Parison preparation is achieved by:
extrusion of a hollow tube followed immediately by inflation;
injection moulding of a simple shape followed immediately by inflation;
reheating of a previously extruded tube or a moulded parison.
Extrusion Blow Moulding
Discontinuous extrusion of parisons, to allow for cutting to length, insertion of a blowing stick, inflation, cooling and ejection, would place unreasonable demands on an extruder that is designed for continuous operation. Continuouis extrusion can be accommodated by using two or more mould stations.
A single mould station can be adequate if the extruder is raised to allow vertical extrusion while the previous parison is being blown.
The main problem with large parisons is “parison sag” resulting in thin walls where the hot parison stretches under its own weight.
To minimise the effect of parison sag, the extruder steadily feeds melt into a chamber (accumulator) from which the parison is extruded quickly using a hydraulic ram.
During the inflation stage the parison stretches by different amounts at different positions in the mould giving rise to variable wall thickness. To produce hollow mouldings with more uniform wall thickness it is necessary to start with parisons with variable wall thickness.
This is achieved by moving a conical mandrel axially within the extrusion die during the extrusion of a parison length.
One of the main disadvantages of extrusion blow moulding is the amount of waste associated with the “flash” at the neck area and also at the pinch-off area. There is also considerable waste in the production of containers with integral handles.

Injection Blow Moulding
To reduce the amount of waste and also to control the wall thickness variations in the parison (to suit the degree of stretching in the final moulding), parisons can be produced by an injection moulding process.
The test-tube shaped parison, complete with detailed neck geometry, is moulded round a blowing stick on which it is transferred while still I the melt state to the two part blowing mould. However there is the additional cost of the parison mould
Injection Stretch Blow Moulding
To produce thin walled bottles in PET and polypropylene with high strength and good transparency it is necessary to control crystallisation by biaxially stretching the parison during the final forming stage.
Stretching in the circumferential direction occurs naturally with inflation. Stretching in the length is achieved by mechanically stretching the parison using the blowing stick.
Moulds
Because of the low pressures in the inflation stage (air pressures of the order of 0.5 MPa [ 6 bar]), moulds can be constructed from cast aluminium and other alloys as well as steel. The critical features of the “pinch-off” (for cutting and sealing one end of the parison) and the neck insert are usually constructed in tool steel.
The inner surface of the mould is usually shot blasted to prevent air entrapment between the parison and the mould. For high speed production, moulds are water cooled.