
قالب گیری دمشی
قالب گیری دمشی ترموپلاستیک ها ریشه در فناوری دمیدن شیشه دارد. بیش از ۵ درصد از مصرف پلاستیک را در تولید انواع قالب های توخالی، بطری ها، ظروف بزرگ و همچنین اسباب بازی ها به خود اختصاص می دهد.
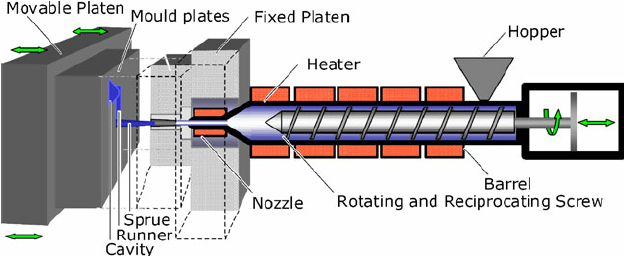
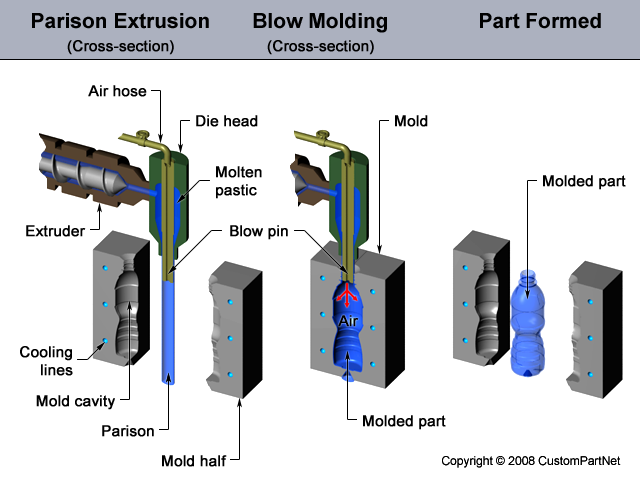
اصل اساسی قالب گیری دمشی، باد کردن یک ترموپلاستیک ویسکوالاستیک داغ به شکل ساده (پاریسون) است تا شکل داخلی یک قالب توخالی دو قسمتی را به خود بگیرد.
قالب فلزی برای خنک کردن ترموپلاستیک تشکیل شده به کار می رود تا قالب باز شود و قالب توخالی خارج شود.
آماده سازی Parison توسط:
اکستروژن یک لوله توخالی و بلافاصله با باد کردن.
قالب گیری تزریقی به شکل ساده و بلافاصله با باد کردن.
گرم کردن مجدد لوله ای که قبلا اکسترود شده یا یک پاریسون قالب گیری شده است.
قالب گیری دمشی اکستروژن
اکستروژن ناپیوسته پاریسون ، امکان برش به طول، قرار دادن دمنده، باد کردن، خنک کردن و بیرون ریختن، تقاضاهای غیرمعمول را برای اکسترودری که برای کار مداوم طراحی شده است، ایجاد می کند. اکستروژن پیوسته را می توان با استفاده از دو یا چند ایستگاه قالب انجام داد.
اگر اکسترودر برای اجازه اکستروژن عمودی در حالی که پاریسون قبلی در حال دمیدن است، بلند شود، یک ایستگاه قالب میتواند کافی باشد.
مشکل اصلی پاریسون های بزرگ «افتادگی پاریسون» است که منجر به ایجاد دیوارههای نازکی میشود که در آن پاریسون داغ تحت وزن خود کشیده میشود.
برای به حداقل رساندن اثر افتادگی پاریسون، اکسترودر به طور پیوسته مذاب را به یک محفظه (انباشته کننده) وارد می کند که از آن با استفاده از یک هیدرولیک، پاریسون به سرعت اکسترود می شود.
در طول مرحله تورم، پاریسون به مقدارهای مختلف در موقعیت های مختلف در قالب کشیده می شود و باعث ایجاد ضخامت دیواره متغیر می شود. برای تولید قالبهای توخالی با ضخامت دیواره یکنواختتر، باید از پاریسونهایی با ضخامت دیواره متغیر شروع کرد.
این امر با حرکت یک سنبه مخروطی به صورت محوری در داخل قالب اکستروژن در طول اکستروژن یک طول پاریسون به دست می آید.
یکی از معایب اصلی قالب گیری دمشی اکستروژن، مقدار ضایعات مرتبط با “فلاش” در ناحیه گردن و همچنین در ناحیه pinch-off است. همچنین ضایعات قابل توجهی در تولید ظروف با دسته ها وجود دارد.

قالب گیری دمشی تزریقی
برای کاهش مقدار ضایعات و همچنین برای کنترل تغییرات ضخامت دیواره در پاریسون (به تناسب درجه کشش در قالب گیری نهایی)، می توان پاریسون ها را با فرآیند قالب گیری تزریقی تولید کرد.
لوله آزمایشی شکل لوله آزمایش، کامل با هندسه گردن دقیق، به دور یک چوب دمنده قالبگیری میشود که روی آن در حالی که هنوز حالت مذاب است به قالب دمنده دو قسمتی منتقل میشود. با این حال، هزینه اضافی قالب پاریسون وجود دارد
قالب گیری ضربه ای کششی تزریقی
برای تولید بطریهای جدار نازک از PET و پلیپروپیلن با استحکام بالا و شفافیت خوب، کنترل بلورینگی با کشش دو محوری پاریسون در مرحله شکلگیری نهایی ضروری است.
کشش در جهت محیطی به طور طبیعی با تورم اتفاق می افتد. کشش در طول با کشش مکانیکی پاریسون با استفاده از دمنده به دست می آید
قالب ها
به دلیل فشارهای کم در مرحله تورم (فشار هوا در حد ۰.۵ مگاپاسکال [۶ بار])، قالب ها را می توان از آلومینیوم ریخته گری و آلیاژهای دیگر و همچنین فولاد ساخت. ویژگیهای حیاتی (برای برش و آببندی یک انتهای پاریسون) و درج گردن معمولاً از فولاد ابزار ساخته میشوند.
سطح داخلی قالب معمولاً برای جلوگیری از گیر افتادن هوا بین پاریسون و قالب با شات بلاست انجام می شود. برای تولید با سرعت بالا، قالب ها با آب خنک می شوند