
اصول قالب گیری تزریقی
برای ترموپلاستیک ها، فرآیند غالب برای تولید اشکال پیچیده، قالب گیری تزریقی است که در آن مذاب پلیمری به طور موثر در یک قسمت از دستگاه تولید می شود.
در بخش دیگر حجم مذاب اندازه گیری شده سپس به داخل حفره بین دو صفحه قالب منتقل می شود. قالب ها به هم قفل شده اند تا از جدا شدن تحت فشار هیدرواستاتیک بالای مذاب در حفره جلوگیری کنند.
مرحله آخر خنک کاری است که قالب با استفاده از سیستم تبادل حرارتی در صفحات قالب تعبیه شده است، قبل از اینکه نیمه های قالب باز شوند و محصول نهایی خارج شود. برای قطعات ظریف زمان چرخه می تواند کمتر از ۱۰ ثانیه باشد، اما برای مقاطع ضخیم تر، زمان چرخه ممکن است بیش از ۶۰ ثانیه باشد.
دمای مذاب می تواند تا ۱۵۰ درجه سانتی گراد باشد، اما برای برخی از ترموپلاستیک ها باید بیش از ۳۵۰ درجه سانتی گراد باشد. در همه موارد فشار تزریق می تواند تا ۱۲۰ مگاپاسکال باشد، در نتیجه نیروهای بازکننده هیدرواستاتیک زیادی در قالب ایجاد می شود.
نیروهای قفل کردن (بسته شدن) قالب می تواند به ۱۰۰ کیلو نیوتن (نیروی ۱۰ تن) برای قالب گیری های کوچک و بیش از ۲۵۰۰۰ کیلونیوتن (۲۵۰۰ تن) برای قالب گیری های بسیار بزرگ باشد.
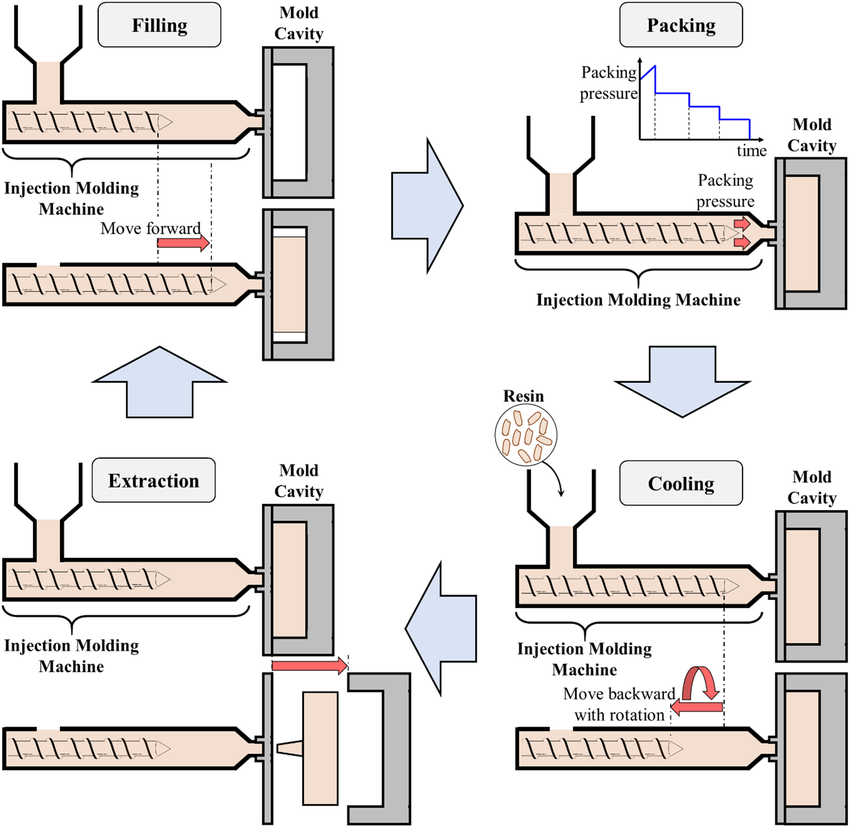
فرآیند قالب گیری تزریقی را می توان به راحتی به چهار فاز تقسیم کرد
برای کوتاه نگه داشتن زمان چرخه، برخی از این فازها می توانند به صورت موازی عمل کنند، به عنوان مثال، نرم سازی برای چرخه بعدی می تواند همزمان با خنک شدن و بیرون ریختن رخ دهد.
برای بهینه سازی فرآیند پر کردن، زمان تزریق کوتاه است (کمتر از ۵ ثانیه و گاهی کمتر از ۱ ثانیه). این به دلیل فشار تزریق بالا (تا ۱۲۰ مگاپاسکال) است.
به محض اینکه مذاب در حفره شروع به خنک شدن کند، منقبض می شود و فشرده سازی را از دست می دهد. انقباض حجمی در طول فاز خنکسازی منجر به قالبگیری میشود که کمی کوچکتر از حفره قالب و فاقد جزئیات حفره قالب است.
برای به حداقل رساندن اثر انقباض قالب، فشار برای چند ثانیه پس از مرحله تزریق حفظ می شود تا مذاب بیشتری برای جبران انقباض پمپ شود.
فشار بالای نگه داشتن نیز جمع شدگی قالب را به حداقل می رساند اما نمی توان آن را از بین برد. مقادیر جمع شدگی قالب معمولی از ۰.۵٪ یا کمتر برای ترموپلاستیک های آمورف و ترموپلاستیک های پر شده تا بیش از ۱٪ برای ترموپلاستیک های نیمه کریستالی متغیر است.
برای برآورد مشخصات ابعادی، ابعاد حفره قالب باید تنظیم شود تا امکان محاسبه جمع شدگی فراهم شود. از آنجایی که مقدار نهایی جمع شدگی قالب به متغیرهای فرآیند مانند دمای مذاب، فشار تزریق، فشار نگهداری و زمان نگهداری بستگی دارد، این موضوع مسئله مهم تولیدکنندگان برای پیشبینی ضریب جمع شدگی مشکل بزرگی ایجاد میکند.
واحد نرم سازی
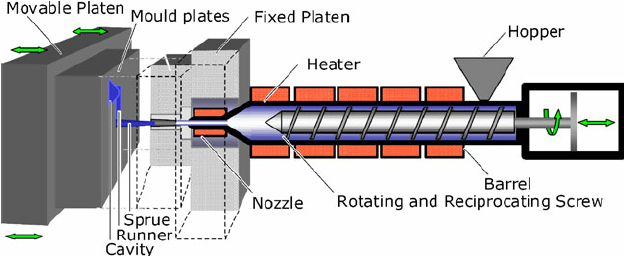
واحدهای نرم سازی در ابتدا با پیستون هایی طراحی شده بودند که گرانول ها را از یک قیف، از طریق یک استوانه گرم شده برای ذوب ترموپلاستیک، فشار می داد و مذاب را از طریق یک نازل و کانال تغذیه به داخل حفره قالب می برد.
طراحی پیستون ناکارآمد در نهایت با طرح پیچ در خط جایگزین شد. در اینجا، نرم سازی با چرخش یک پیچ ماردون در یک استوانه گرم شده، به کمک تنش برشی یک حرارت یکنواخت برای مذاب با دمای مناسب ایجاد می شود.
مذاب جمعآوری شده در پیچ ها را به سمت محور خود باز میگرداند (در حالی که هنوز در حال چرخش است) تا حجم مورد نیاز مذاب تولید شود.
چرخش پیچ متوقف می شود و یک سیلندر هیدرولیک پیچ را در یک عمل پیستونی به جلو می آورد تا حفره قالب را پر کند. با جداسازی مراحل نرم سازی و تزریق راندمان و همچنین کیفیت به میزان زیادی افزایش می یابد.

واحد قالب
عملکرد واحد قالب عبارت است از:
دو نیمه قالب را بدون تاب برداشتن و ناهماهنگی قرار دهید.
قسمت های قالب را باز و بسته کنید.
در طول تزریق، نیمه های قالب را به هم قفل کنید.
کمک به بیرون ریختن محصول هنگام باز شدن قالب.
کمک به خنک شدن قالب قبل از بیرون ریختن.
برای به حداقل رساندن اعوجاج قالب، ناهماهنگی و تاب برداشتن صفحات قالب بر روی صفحات فولادی بزرگ (صفحات) نصب می شوند. این ها با یک سری میله (دو تا برای ماشین های خیلی کوچک و ۴ تا برای ماشین های بزرگتر) هم تراز هستند.
اکثر طرح ها شامل ۳ صفحه، صفحه ثابت (در کنار واحد نرم سازی)، یک پایه انتهایی و یک صفحه متحرک در بین آنها هستند که روی میله ها اجرا می شوند تا ضربات باز و بسته شدن را اعمال کنند. یک صفحه قالب به صفحه ثابت و صفحه قالب دیگر به صفحه متحرک محکم می شود.
در طی مراحل تزریق، نگهداشتن فشار و خنککننده، صفحات قالب باید با نیرویی که بیشتر از نیروی باز شدن قالب ایجاد شده توسط فشار هیدرواستاتیکی مذاب در حفره و ناحیه مؤثر حفره قالب (منطقه پیشبینیشده) باشد، به هم قفل شوند.
در برخی از ماشین ها نیروی قفل توسط یک سیلندر هیدرولیک بین پایه انتهایی و صفحه متحرک (هیدرولیک مستقیم) ایجاد می شود.
در طرحهای دیگر (ضامن) سیستمی از اهرمها تیرهای سفت و سختی را برای مقابله با نیروی باز شدن قالب در موقعیت بسته شدن قالب فراهم میکند، اما همچنین با کمک سیلندرهای هیدرولیک کوچک، عملیات باز و بسته شدن سریع را فراهم میکند.
پیکربندی
اگرچه اکثر ماشینهای قالبگیری تزریقی با واحدهای نرم سازی افقی و درون خطی طراحی میشوند، اما واحدهای قالب بازکننده افقی، پیکربندیهای دیگری نیز وجود دارد.
نرم سازی افقی، واحد قالب عمودی
نرم سازی عمودی، واحد قالب افقی
نرم سازی عمودی، واحد قالب عمودی
نرم سازی افقی، باز شدن واحد قالب افقی در ۹۰ درجه